





目前,PCBN 刀具凭借强度高、耐高温、化学性质稳定、导热性及耐磨性好等特点,被广泛用于难加工材料加工和硬切削加工中。下面,我们采用液氮深冷处理技术对 PCBN 刀具进行表面处理,分析深冷处理前后,性能变化,为 PCBN 刀具的表面处理技术提供理论参考。
试验设备:环仪仪器 深冷工艺处理炉

试验样品:焊接型 PCBN 刀具, 刀具基体为硬质合金,刀尖半径0.4mm
工件材料:为 AISI 4340钢,硬度为(53±1) HRC,工件初始为直径150mm、 长度300mm 的圆柱棒料
深冷处理过程:
1.刀具放在深冷工艺处理炉内, 打开液氮阀门进行深冷处理。刀具深冷保温时间结束后缓慢恢复到室温,将刀具拿出放入电阻炉中进行回火处理,其中处理温度150℃ ,升温速率2℃/min,保温2h,之后随炉冷却到室温。
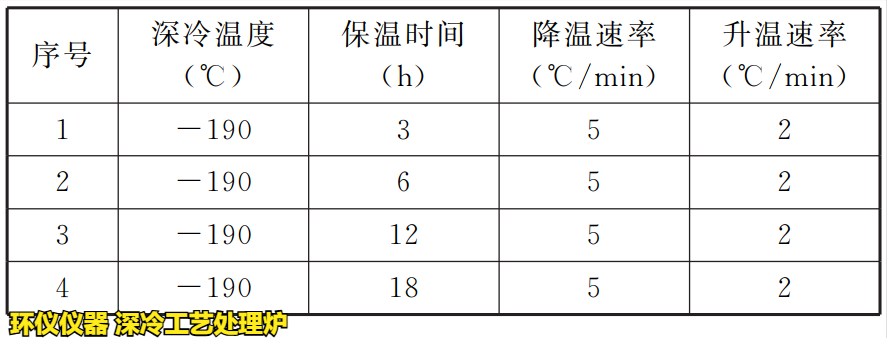
刀具深冷参数如下表所示:
2.深冷处理后,使用酒精溶液进行超声波清洗,时间10min,去除表面杂质即可。
试验结果:
1.下图为深冷处理时间对 PCBN 刀具表面形貌和粗糙度Ra 影响。

可得出深冷3 h 时表面粗糙度值增大,之后减小; 在深冷6h 时达到所有深冷处理参数下的最佳表面粗糙度值0.122μm, 与未处理刀具表面粗糙度0.120μm 相比,表面粗糙度增大,但变化幅度不大; 深冷12 h、18 h 表面粗糙度值略有增大并趋于稳定。
2.刀具表面完整性对 PCBN 刀具磨损机理的影响。
下图为未处理刀具和深冷6h 刀具、深冷18h 刀具(取刀具寿命最好的两种参数) 三种刀具在磨损值达到0.3mm 时的前刀面磨损形貌。
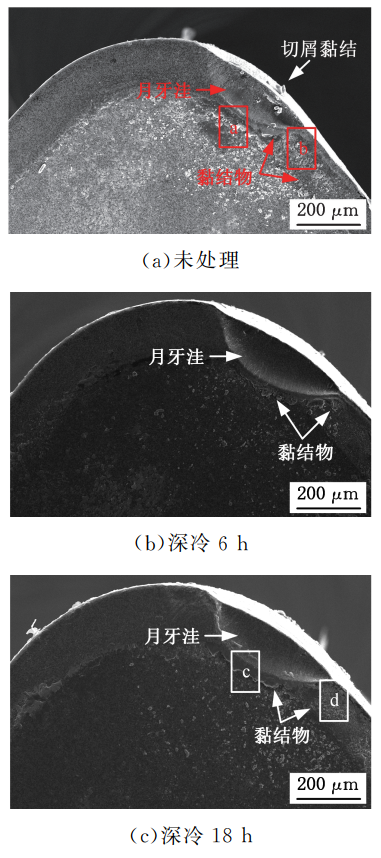
相比于深冷6h 和深冷18h 的刀具, 未处理刀具的月牙洼底部和负倒棱磨损处出现了切屑黏结现象,原因是深冷处理后的刀具硬度上升,耐磨性提高,切削过程中刀具磨损降低,切削温度低不容易产生黏结物堆积与积屑瘤。
以上就是深冷处理后刀具的性能试验有研究,如有试验疑问,可以咨询环仪仪器相关技术人员。


